Trắc nghiệm Công nghệ Hàn – Đề 13 là một trong những đề thi môn Công nghệ Hàn được tổng hợp và biên soạn cho sinh viên chuyên ngành Cơ khí chế tạo máy tại trường Đại học Sư phạm Kỹ thuật TP.HCM. Đề thi này được thực hiện dưới sự hướng dẫn của TS. Trần Văn Bình, một giảng viên có kinh nghiệm trong lĩnh vực hàn và gia công cơ khí, vào năm 2023.
Để làm tốt đề thi, sinh viên cần hiểu rõ về các quy trình hàn thông dụng, vật liệu kim loại sử dụng trong công nghệ hàn, và các phương pháp kiểm tra chất lượng mối hàn. Hãy cùng Itracnghiem.vn khám phá đề thi này và tham gia kiểm tra ngay!
Câu 1: Thợ hàn thường mắc các bệnh hô hấp, hay các bệnh về thận nguyên nhân là:
A. Khói hàn
B. Dòng điện hàn
C. Hồ quang hàn
D. Điện áp hàn
Câu 2: Thợ hàn khi hàn kim loại mạ hoặc sơn thường hít phải khói hàn và bị các bệnh như phổi, suy thận là do khói hàn chứa các chất:
A. Hidro và oxy
B. Cadmium
C. Oxit sắt
D. Hidro, oxit sắt
Câu 3: Khi hàn hồ quang tay ở vị trí 4G thì góc độ điện cực nghiêng với phương thẳng đứng là:
A. 0° ÷ 10°
B. 20° ÷ 30°
C. 30° ÷ 40°
D. 40° ÷ 50°
Câu 4: Khi hàn hồ quang tay ở vị trí 4F (Hình bên dưới) thì góc độ điện cực nghiêng với phương thẳng đứng là: 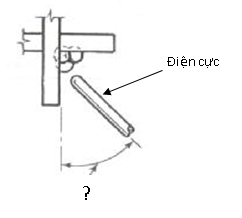 A. 30° ÷ 45°
A. 30° ÷ 45°
B. 50° ÷ 100°
C. 50° ÷ 60°
D. 60° ÷ 70°
Câu 5: Trong sản xuất, hàn vẩy có những đặc điểm:
A. Tính kinh tế thấp
B. Sau khi hàn vẩy không cần gia công cơ khí
C. Hàn vẩy không thể tiến hành trong lò có khí bảo vệ
D. Chi tiết hàn vẩy có ứng suất cục bộ lớn hơn nhiều so với hàn bằng các phương pháp hàn khác
Câu 6: Chọn chế độ hàn vẩy chủ yếu là:
A. Chọn nhiệt độ hàn, thời gian nung nóng và tốc độ nung nóng
B. Đường kính que hàn, điện áp hàn
C. Đường kính que hàn, cường độ dòng hàn
D. Máy hàn, vật liệu hàn
Câu 7: Nhiệt độ hàn phải là một đại lượng xác định, nó thường lớn hơn nhiệt độ nóng chảy của vẩy hàn khoảng:
A. (350 ÷ 500)°C
B. (1050 ÷ 1200)°C
C. (1000 ÷ 1500)°C
D. (3500 ÷ 5000)°C
Câu 8: Đặc điểm của phương pháp hàn vẩy là:
A. Tốc độ nung nóng phụ thuộc vào kích thước vật hàn
B. Tốc độ nung nóng không phụ thuộc vào độ dẫn nhiệt
C. Tốc độ nung nóng không phụ thuộc yêu cầu kỹ thuật hàn
D. Tính dẫn nhiệt càng kém thì tốc độ nung nóng càng nhanh
Câu 9: Phương pháp hàn nối các chi tiết lại với nhau nhờ kim loại, hợp kim trung gian là:
A. Hàn khí
B. Hàn điện nóng chảy
C. Hàn ma sát
D. Hàn vẩy
Câu 10: Đặc điểm hàn vẩy đối với loại vẩy hàn mềm là:
A. Dùng để hàn những sản phẩm làm việc chịu lực lớn
B. Dùng để hàn những sản phẩm làm việc ở nhiệt độ thấp
C. Dùng để hàn những sản phẩm làm việc ở nhiệt độ cao
D. Tính kinh tế thấp
Câu 11: Trong hàn vẩy, đặc điểm của vẩy hàn cứng là:
A. Dùng hàn đồng thau, bạc, nhôm
B. Không hàn được các vật liệu: đồng thau, bạc
C. Chỉ hàn được vật liệu đồng thau không hàn được nhôm
D. Hàn được vật liệu nhôm không hàn được đồng thau
Câu 12: Trong hàn vẩy, độ bền của mối hàn vẩy phụ thuộc vào:
A. Cường độ dòng điện hàn
B. Cách chọn loại vẩy hàn khi hàn
C. Điện áp hàn
D. Thuốc hàn
Câu 13: Thời gian nung nóng càng dài thì chiều sâu thẩm thấu của kim loại vẩy hàn vào kim loại vật hàn:
A. Càng giảm
B. Càng tăng
C. Không ảnh hưởng
D. Không ảnh hưởng khi hàn vẩy cứng
Câu 14: Dựa vào nhiệt độ nóng chảy của vẩy hàn, người ta chia thành hai nhóm nào sau đây:
A. Vẩy cứng và vẩy mềm
B. Vẩy dẫn điện và không dẫn điện
C. Vẩy kim loại và phi kim
D. Dạng khí và dạng lỏng
Câu 15: Nhiệt độ nóng chảy của vẩy hàn khi hàn kim loại A có nhiệt độ nóng chảy thấp hơn kim loại B là:
A. Thấp hơn kim loại A
B. Cao hơn kim loại B
C. Cao hơn A thấp hơn B
D. Bằng kim loại B
Câu 16: Loại vẩy hàn nào sau đây là vẩy mềm:
A. Đồng thau
B. Thiếc
C. Nhôm
D. Bạc
Câu 17: Chế độ hàn vẩy bao gồm nhiệt độ nung nóng, tốc độ nung và:
A. Cường độ dòng hàn
B. Tốc độ hàn
C. Điện áp hàn
D. Thời gian nung nóng
Câu 18: Thuốc hàn vẩy có tác dụng làm sạch lớp oxit và các chất bẩn, giảm sức căng bề mặt của kim loại nóng chảy và:
A. Ổn định hồ quang
B. Tính sệt cao
C. Tính thẩm thấu tốt
D. Khó nóng chảy
Câu 19: Vẩy hàn khi nóng chảy phải có tính chảy loãng cao, điền đầy mối hàn, dễ bám chắc vào bề mặt mối hàn và yêu cầu phải:
A. Khuếch tán tốt, nhiệt độ nóng chảy cao hơn chi tiết
B. Khuếch tán tốt, nhiệt độ nóng chảy thấp hơn chi tiết
C. Khó khuếch tán, dễ vón cục
D. Khó khuếch tán, nhiệt độ nóng chảy cao hơn chi tiết
Câu 20: Hệ số truyền nhiệt của vẩy hàn so với chi tiết hàn là:
A. Thấp hơn nhiều so với chi tiết
B. Cao hơn nhiều so với chi tiết hàn
C. Hệ số truyền nhiệt bằng không
D. Gần bằng chi tiết hàn
Câu 21: Phương pháp hàn nào sau đây để hàn lưỡi dao tiện bằng hợp kim cứng vào cán dao thép cacbon:
A. Hàn vẩy cứng
B. Hàn vẩy mềm
C. Hàn tiếp xúc điện trở
D. Hàn hồ quang tay
Câu 22: Rãnh hàn được điền đầy bằng kim loại mối hàn từ dưới lên trên do kim loại nóng chảy được đưa vào thông qua điện cực nóng chảy. Điện cực dạng:
A. Dạng que hàn thuốc bọc
B. Dạng dây hàn hoặc dạng tấm dây
C. Dạng dây hàn lõi thuốc
D. Thuốc hàn
Câu 23: Phương pháp hàn điện xỉ chỉ hàn được vị trí hàn:
A. Hàn bằng
B. Hàn đứng (hàn leo)
C. Hàn ngang
D. Hàn trần
Câu 24: Đặc điểm của hàn điện xỉ:
A. Xỉ tiêu hao cao
B. Ít biến dạng
C. Chỉ hàn được các vật mỏng
D. Chỉ áp dụng được cho vị trí hàn trần
Câu 25: Khi kiểm tra mối hàn bằng phương pháp kiểm tra bằng áp lực nước: để kiểm tra người ta bơm nước vào kết cấu cần kiểm tra, tạo một áp suất dư:
A. Cao hơn áp suất làm việc 1,5 đến 2 lần
B. Cao hơn áp suất làm việc 15 đến 20 lần
C. Thấp hơn áp suất làm việc 1,5 đến 2 lần
D. Bằng áp suất làm việc
